สารบัญ
เทคนิคการหล่ออลูมิเนียม (Aluminium Casting)
ในการผลิตชิ้นงานอลูมิเนียมให้มีคุณภาพ มีปัจจัยต่างๆที่ต้องควบคุมดูแล ดังนั้นเรามาทำความรู้จักกับขั้นตอนการผลิต และเทคนิคการหล่ออลูมิเนียมกันก่อน
เทคนิคการหล่อโลหะอลูมิเนียม ที่สำคัญ แบ่งออกเป็น 3 ขั้น ดังนี้
1. การหลอมอลูมิเนียมอัลลอยด์ (Melting of aluminium alloys)
2. การควบคุมแก๊ส และความสะอาดในอลูมิเนียมอัลลอยด์ (Controlling gas content and cleanliness)
3. การปรับปรุงคุณสมบัติของอลูมิเนียมขั้นสุดท้ายก่อนเทลงแบบหล่อ (Grain refinement or Grain modification)
ขั้นที่ 1. การหลอมอลูมิเนียมอัลลอยด์ (Melting of aluminium alloys)
เตาที่ใช้หลอมโลหะอลูมิเนียมที่ใช้ในโรงหล่อมีหลายแบบ มีทั้งเตาที่ถูกนำมาใช้ในการหลอม (Melting) และการอุ่น (Holding) น้ำโลหะอลูมิเนียมอัลลอยด์ (Aluminium alloys) ในโรงหล่อบางแห่งก็มีการใช้งานเตาหลอมหลายประเภทร่วมกัน โรงหล่อส่วนใหญ่จะใช้แก๊ส และไฟฟ้าในการหลอม แต่ก็ยังมีโรงหล่อบางแห่งยังคงใช้น้ำมัน และแก๊สโพรเพนในการหลอม การเลือกใช้เตาสำหรับการหลอม, อุ่น หรือใช้ทั้งการหลอม และการอุ่น ขึ้นอยู่กับความต้องการใช้งาน และปัจจัยต่างๆในการผลิต ของโรงหล่อแต่ละแห่งเป็นหลัก เช่น
- ปริมาณน้ำโลหะที่ต้องการหลอมต่อกะ หรือต่อวัน
- อัตราการหลอมน้ำโลหะขั้นต่ำ หรือมากที่สุดที่ผลิตได้ เพื่อให้ได้ตามแผนการผลิต
- ปริมาณน้ำโลหะขั้นต่ำ หรือมากที่สุด ที่เทได้ในแต่ละครั้ง
- ระบบการถ่ายเทน้ำโลหะ จากเตาหลอมสู่บริเวณ หรือแบบหล่อที่ต้องการเท
- ปัจจัยการผลิต เช่น พลังงานที่ใช้, วัตถุดิบ, วัสดุทนไฟ, การซ่อมบำรุง และค่าแรงพนักงาน
- เงินลงทุน
- ประด็นเรื่องสิ่งแวดล้อมที่ต้องควบคุม
สำหรับเตาหลอมที่โรงหล่อนิยมใช้กันในการหลอมอลูมิเนียม จะแบ่งได้เป็น 3 ประเภท ดังนี้
- เตาหลอมที่ใช้เปลวความร้อนสัมผัสกับน้ำโลหะโดยตรง (Direct Fired Furnace) (ใช้แก๊ส หรือ น้ำมัน) ได้แก่ เตาหลอมแบบนอน (Reverberatory furnace), เตาหลอมทรงหอคอย (Shaft หรือ Tower furnace)
- เตาหลอมที่ใช้เปลวความร้อนไม่ได้สัมผัสกับน้ำโลหะโดยตรง (Indirect Fired Furnace) (ใช้แก๊ส หรือ น้ำมัน) ได้แก่ เบ้าหลอม (Crucible, Gas or oil fired crucible furnace)
- เตาหลอมที่ใช้ไฟฟ้าในการให้ความร้อน เช่น เตาไฟฟ้าที่ใช้ลวดความต้านทานให้ความร้อน (Resistance furnace, Electric resistant crucible furnace), เตาเหนี่ยวนำไฟฟ้า (Induction furnce)
การเลือกใช้แก๊ส หรือน้ำมันส่วนใหญ่จะคำนึงถึงราคาเป็นหลัก มีโรงหล่อหลายแห่งนิยมใช้ผสมกัน คือใช้เตาแก๊สในการหลอมโลหะอลูมิเนียม และใช้เตาไฟฟ้าในการอุ่นน้ำโลหะ
เตาที่ใช้แก๊สในการหลอมโลหะอลูมิเนียมให้เป็นน้ำโลหะ ควรจะเป็นลักษณะที่เปลวความร้อนไม่สัมผัสกับโลหะ (Indirect Fired Furnace) เพราะเปลวไฟจะมีไอนํ้าปนอยู่ด้วย จะทำให้ไอนํ้าแยกตัวเมื่อสัมผัสกับอลูมิเนียม ได้แก๊ส ไฮโดรเจนกับออกซิเจน (3 H2O + 2 AI —–> 3 H2 + Al2O3) เราทราบว่าอลูมิเนียมละลายแก๊สไฮโดรเจนได้ดี และกลายเป็นอลูมิเนียมออกไซด์ได้ง่ายเมื่อสัมผัสกับออกซิเจน ในขั้นตอนการหลอมนี้จะต้องป้องกันทั้งแก๊สไฮโดรเจน และแก๊สออกซิเจนให้มากที่สุด สำหรับเตาไฟฟ้า ถ้าเป็นแบบกระแสเหนี่ยวนำ (Induction furnace) ไม่ว่าจะเป็นประเภทความถี่ตํ่า หรือ ความถี่สูงจะมีผลทำให้เกิดการกวน (Stirring effect) นํ้าโลหะที่กำลังหลอมเหลวทำให้มีโอกาสละลายแก๊สใน อากาศได้มาก เตาหลอมไฟฟ้าที่ดีที่สุดควรจะเป็นแบบใช้ลวดความต้านทาน (Resistance furnace) เนื่องจาก สามารถควบคุมได้ง่ายทั้งการละลายแก๊ส และการเกิดอลูมิเนียมออกไซด์ เพราะไม่เกิดการกวนนํ้าโลหะ






สรุป : จากรูปข้างต้น จะแสดงให้เห็นว่า การหลอมอลูมิเนียม ด้วยเบ้าหลอมที่ใช้แก๊ส (Crucible gas fired furnace) จะให้ประสิทธิภาพที่ดี และสามารถหลอมน้ำโลหะได้ในปริมาณมาก โดยใช้เวลาไม่นาน ถ้าต้องมีขั้นตอนการอุ่นน้ำโลหะ (Holding) การใช้เบ้าหลอมที่มีการใช้ไฟฟ้าชนิดที่ใช้ลวดความต้านทาน (Crucible resistance furnace) ก็เป็นทางเลือกที่เหมาะสมในการใช้งาน
ขั้นที่ 2. การควบคุมแก๊ส และความสะอาดในอลูมิเนียมอัลลอยด์ (Controlling gas content and cleanliness)
ในการผลิตชิ้นงานอลูมิเนียมให้มีคุณภาพ มีคุณสมบัติทางกลที่ดี จะต้องควบคุมปริมาณแก๊ส และปริมาณสิ่งเจือปนให้อยู่ในระดับต่ำ
โดยปกติการหลอมโลหะอลูมิเนียมเราจะพบปัญหาเรื่องออกไซด์ และแก๊สที่ละลายอยู่ในน้ำโลหะอลูมิเนียม แก๊สที่พบหลักๆ คือ แก๊สไฮโดรเจน และแก๊สไนโตรเจน เมื่อเราทำการหลอมจะเกิดฟิล์มออกไซด์ขึ้นอย่างต่อเนื่อง และออกไซด์ที่เกิดขึ้นจะมีหลายตัว ขึ้นอยู่กับว่าอลูมิเนียมที่หลอมมีส่วนผสมของธาตุอะไรบ้าง อัตราการเกิดออกไซต์ฟิล์มจะเกิดขึ้นอย่างช้าๆที่ช่วงอุณหภูมิ 650 – 750 oC และเกิดขึ้นอย่างมากเมื่อหลอมที่อุณหภูมิสูงกว่า 750 oC ตามรูปที่แสดงข้างล่างนี้

ส่วนแก๊สไนโตรเจนที่ละลายเข้าไปในน้ำโลหะอลูมิเนียม ก็จะเกิดเป็นไนโตรเจนไนไตร์ด (Nitrides) ซึ่งจะกลายเป็นสิ่งเจือปน (Inclusion) ในน้ำโลหะ พวกอ๊อกไซด์ และไนไตร์ด เหล่านี้จะไม่ได้ละลายอยู่ในน้ำโลหะ แต่จะกลายเป็นสิ่งเจือปน ซึ่งจะส่งผลต่อการไหลตัวของน้ำโลหะ และตัวสิ่งเจือปนเหล่านี้จะเป็นจุดเริ่มให้เกิดความเครียด (Stress) ในชิ้นงานเกิดขึ้น และบางส่วนก็ส่งผลผิวของชิ้นงาน เป็นจุดเริ่มต้นที่ทำให้เกิดปัญหางานแตกร้าว และยังส่งผลให้คุณสมบัติทางกลต่ำลงด้วย
สำหรับแก๊สไฮโดรเจนจะละลายเข้าไปน้ำโลหะอลูมิเนียมได้อย่างรวดเร็ว และละลายเข้าไปอยู่ในเนื้อโลหะเป็นเหมือนสารละลาย เมื่ออุณหภูมิสูงขึ้นประมาณ 660 oC และโดยเฉพาะที่อุณหภูมิสูงกว่า 700 oC ตามรูปข้างล่าง

เมื่อน้ำโลหะเย็นตัว แก๊สไฮโดรเจนก็จะแยกตัวออกมากลายเป็นปัญหารูแก๊สในชิ้นงาน (Gas porosity) จะเห็นได้ชัดเจนภายหลังนำเอาชิ้นงานหล่อไปกลึง หรือไสผิวออก
สาเหตุปัญหาของแก็สไฮโดรเจน เกิดจากความชื้นที่มีในสิ่งแวดล้อมโดยรอบ เมื่อไอนํ้า หรือความชื้นสัมผัสกับโลหะอลูมิเนียมหลอมเหลว จะเกิดแก๊สไฮโดรเจน และอลูมิเนียมออกไซด์ตามสมการ
3 H2O + 2 AI ——> 3 H2 + Al2O3
โดยปกติแล้วแก๊สไฮโดรเจนที่มีอยู่ในบรรยากาศมีปริมาณน้อยมากๆ จึงไม่ใช่แหล่งของแก๊สไฮโดรเจนที่ทำให้เกิดปัญหา แต่แหล่งที่มาของแก๊สไฮโดรเจน (Source of hydrogen gas) มาจากแหล่งต่อไปนี้
- ความชื้นในอากาศ (Moisture)
- วัตถุที่เกิดการเผาไหม้ หรือแหล่งของเชื้อเพลิงที่ใช้ในการหลอม หรืออุ่นน้ำโลหะอลูมิเนียม
- เศษอลูมิเนียมที่นำมาหลอมสกปรก มีน้ำหรือน้ำมันปนเปื้อนมา
- ออกไซด์ต่างๆที่อยู่ในวัตถุดิบ
- ความชื้นจากผนังเตา และวัสดุปะซ่อม
- สีทาเครื่องมือ (Coating) ที่ยังไม่แห้งดีพอ
- ฟลักซ์ (Flux) ที่ใช้มีปริมาณความชิ้นสูง
- ทรายไส้แบบ หรือทรายส่วนที่ไม่ถูกเผาไหม้ มีปริมาณเรซิ่นคงเหลืออยู่สูง
วิธีการกำจัด หรือไล่แก๊สไฮโดรเจน (Methods of degassing)
การกำจัด หรือไล่แก๊สไฮโดรเจนนี้มีหลายวิธี เช่น Ultrasonic treatment, Vacuum treatment, การใช้แก๊สคลอรีนไล่แก๊สไฮโดรเจน และการใช้แก๊สเฉื่อยไล่แก๊สไฮโดรเจน
วิธีที่นิยมใช้ในปัจจุบัน คือการใช้แก๊สเฉื่อยไล่แก๊สไฮโดรเจน โดยใช้แก๊สไนโตรเจน หรือแก๊สอาร์กอน กรณีที่ใช้แก๊สไนโตรเจน ต้องใช้แก๊สไนโตรเจนที่มีความบริสุทธิ์สูง (แนะนำแก๊สไนโตรเจน ที่มีความบริสุทธิ์ 99.99%) เนื่องจากถ้าในแก๊สไนโตรเจนมีแก๊สอ๊อกซิเจนเหลือค้างอยู่จะทำให้เกิดฟองก๊าซเกิดขึ้นแล้วกลายเป็นอลูมิเนียมออกไซด์ ซึ่งจะเป็นสิ่งเจือปนอยู่ในน้ำโลหะ ประกอบกับโดยปกติแล้วที่อุณหภูมิประมาณ 705 oC แก๊สไนโตรเจนจะทำปฏิกิริยากับอลูมิเนียมเกิดเป็นอลูมิเนียมไนไตร์ด ซึ่งก็เป็นสิ่งเจือปนด้วยส่วนหนึ่ง ดังนั้นถ้าใช้แก๊สไนโตรเจนเกรดทั่วไปจะพบปัญหาสิ่งเจือปนสูงกว่าเกรดที่มีไนโตรเจนบริสุทธิ์สูง แต่ก็อาจจะใช้ฟลักซ์ที่มีคุณภาพดีช่วยกำจัดสิ่งเจือปนนี้ได้เช่นกัน
การใช้แก๊สอาร์กอน หรือแก๊สฮีเลียมก็ถูกนำมาใช้งานเช่นกัน จะให้ประสิทธิภาพที่ดีกว่าการใช้แก๊สไนโตรเจน แต่เนื่องจากแก๊สทั้งสองตัวนี้มีราคาแพงจึงไม่เป็นที่นิยม
วิธีการไล่แก๊ส มีหลายวิธี ดังต่อไปนี้
- การกดก้อนสารเคมีลงในน้ำโลหะอลูมิเนียม (Tablet Degassing) จะใช้อลูมิเนียมคลอไรด์ (AICI3) หรือ เฮกชาโคลโรอีเทน (C2CI6) ซึ่งเป็นก้อนของแข็ง กดลงใต้ผิวของโลหะอลูมิเนียม จะทำให้เกิดฟองแก๊สขึ้นมาช่วยไล่แก๊สไฮโดรเจน มีขนาดฟอง (Bubble) ที่ทั้งใหญ่ และเล็ก ไม่แน่นอน การกระจายตัวของฟองไม่ค่อยดี ไม่สม่ำเสมอ ประสิทธิภาพไม่ดี
- พ่นแก๊สไนโตรเจน หรืออาร์กอนผ่านท่อลงไปที่ก้นเบ้า (Lance Degassing) ใช้การพ่นแก๊สผ่านท่อเหล็กที่เคลือบไว้ จะได้ขนาดฟองขนาดใหญ่ การกระจายตัวของฟองไม่ค่อยดี ไม่สม่ำเสมอ มีประสิทธิภาพดีกว่าแบบแรก
- การพ่นแก๊สผ่าน Porous Plug (Porous Plug Degassing) ฟองที่ได้มีขนาดเล็กกว่า 2 แบบแรก การกระจายตัวของฟองยังไม่ค่อยดี ให้ประสิทธิภาพในการไล่แก๊สปานกลาง
- การไล่แก๊สโดยใช้เครื่องปั่น (Rotary Degassing) ได้ขนาดฟองที่มีขนาดเล็ก การกระจายตัวดี มีประสิทธิภาพในการไล่แก๊สไฮโดรเจนอยู่ในเกณฑ์ที่ดี

ปัจจุบันนิยมใช้เครื่อง Rotary degasser กำจัดแก๊สไฮโดรเจนในน้ำโลหะอลูมิเนียม เนื่องจากให้ฟองแก๊สที่มีขนาดเล็ก และมีจำนวนมาก ช่วยให้สามารถนำพาเอาแก๊สไฮโดรเจนออกมาได้อย่างมีประสิทธิภาพ แต่ต้องใช้รอบที่เหมาะสม และควรใช้ Buffer plate เพื่อป้องกันการเกิดน้ำวน (Vortex) ดึงแก๊สไฮโดรเจนกลับเข้าไปในน้ำโลหะอลูมิเนียม

การควบคุมแก๊ส และความสะอาดในอลูมิเนียมอัลลอยด์
การควบคุมแก๊ส และความสะอาดในอลูมิเนียมอัลลอยด์ สำหรับชิ้นงานที่ต้องการคุณภาพชิ้นงานที่สูง เช่น ชิ้นส่วนในอุสาหกรรมรถยนต์ จำเป็นต้องใช้เครื่องมือ และอุปกรณ์เพิ่มเติม เพื่อควบคุมปริมาณแก๊ส และสิ่งเจือปนที่อยู่ในน้ำโลหะ ซึ่งปัจจุบันมีการใช้เครื่องมือหลายอย่างเพื่อช่วยควบคุมคุณภาพของน้ำโลหะอลูมิเนียม ก่อนที่จะเทลงแบบหล่อ เครื่องมือที่นิยมใช้กัน ได้แก่
- เครื่องมือวิเคราะห์การเย็นตัวของน้ำโลหะอลูมิเนียม (Thermal Analysis equipment, Cooling curve analysis)
- เครื่องดูดแก๊สแบบสูญญากาศ (Vacuum test machine or Reduced pressure test)
- อุปกรณ์ทดสอบความสะอาดของน้ำโลหะ แบบเคโมลด์ ( K-mold test)
- อุปกรณ์ทดสอบการหดตัว การกระจายตัวของรูพรุน และความสะอาดของน้ำโลหะ (Tatur test)
- การทดสอบการไหลตัวของน้ำโลหะอลูมิเนียม (Spiral test)
- เครื่องมือตรวจสอบ และประเมินความสะอาดของน้ำโลหะอลูมิเนียม (PoDFA/ Prefill test)
- เครื่องมือเช็คปริมาณแก๊สไฮโดรเจนแบบเรียลไทม์ (ALSPEK H)
- เครื่องมือเช็คความสะอาดของน้ำโลหะอลูมิเนียมแบบเรียลไทม์ (ALSPEK MQ)
เรามาศึกษาการทำงาน และการใช้งานของเครื่องมือ และอุปกรณ์ข้างต้นกันก่อนที่จะตัดสินใจใช้งาน
1. เครื่องมือวิเคราะห์การเย็นตัวของน้ำโลหะอลูมิเนียม (Thermal Analysis equipment, Cooling curve analysis)

เป็นเครื่องมือที่ใช้ในการวิเคราะห์กราฟการเย็นตัว (Cooling curve) ของน้ำโลหะอลูมิเนียม เพื่อให้เข้าใจพฤติกรรมของน้ำโลหะ และช่วยควบคุมการปรับปรุงเกรนให้มีคุณภาพสม่ำเสมอ ตามที่ได้แสดงตามกราฟข้างล่างนี้

2. เครื่องดูดแก๊สแบบสูญญากาศ (Vacuum test machine or Reduced pressure test)
หลังจากที่ได้ไล่แก๊สไฮโดรเจนตามวิธีต่างๆที่ได้กล้าวไว้ข้างต้นแล้ว จะนิยมใช้เครื่องดูดแก๊สแบบสูญญากาศ (Vacuum test machine) ในการควบคุมปริมาณแก๊สไฮโดรเจนในน้ำโลหะอลูมิเนียม เนื่องจากถ้ามีแก๊สมากเกินไปก็จะเกิดปัญหาโพรงอากาศ หรือตามด (gas defect) ได้ โดยเฉพาะกับชิ้นงานที่มีความหนา แต่ถ้ามีแก๊สไฮโดรเจนในน้ำโลหะอลูมิเนียมน้อยมาก ก็เป็นสาเหตุให้เกิดปัญหาการหดตัวมากด้วย โดยเฉพาะในงานที่มีความหนา ดังนั้นการใช้งานเครื่องดูดแก๊สแบบสูญญากาศ (Vacuum test machine) จะช่วยให้สามารถคุมปริมาณแก๊สไฮโดรเจนได้เหมาะสมได้อย่างมีประสิทธภาพ




Density index (DI) สามารถคำนวณได้ตามสมการที่ (1) ข้างล่างนี้
DI = ((σA– σB)/ σA) × 100 (1)
โดยที่
σA – เป็นความหนาแน่นของตัวอย่างทดสอบที่เย็นตัวภายใต้สภาวะความดันอากาศภายใต้บรรยากาศปกติ (Density of test sample solidified under atmospheric pressure)
σB – เป็นความหนาแน่นของตัวอย่างทดสอบที่เย็นตัวภายใต้สภาวะสูญญากาศ (Density of test sample solidified under reduced pressure)
3. อุปกรณ์ทดสอบความสะอาดของน้ำโลหะ แบบเคโมลด์ (K-mold test)
การทดสอบแบบใช้อุปกรณ์ K- mold นี้เป็นการทดสอบเพื่อดูรอยหัก (fracture test) เป็นวิธีการทดสอบที่ถูกคิดค้นขึ้นโดย Sanji Kitaoka ในประเทศญี่ปุ่น ตั้งแต่ปี ค.ศ.1973 ที่บริษัท Nippon Light Metal Ltd. เป็นเครื่องมือที่นิยมนำมาใช้ในการใช้งานกันอย่างแพร่หลายในการผลิตอลูมิเนียม โดยใช้ในการประเมินความสะอาดของน้ำโลหะอลูมิเนียมแบบมาโคร (สังเกตด้วยตาเปล่าได้)
จุดเด่นของการทดสอบด้วยวิธีนี้ คือ
- สามารถทดสอบ และรู้ผลได้เร็ว (ใช้เวลาประมาณ 10 นาที)
- สามารถนำไปใช้ได้สะดวก
- การสุ่มตรวจสอบ และวิเคราะห์ความสะอาดของอลูมิเนียมทำได้ง่าย
- ช่วยตรวจสอบสิ่งเจือปน และฟิล์มอ๊อกไซค์ได้
- ผลการแม่นยำอยู่ในเกณฑ์ที่ยอมรับได้


ขั้นตอนการทดสอบ เพียงนำน้ำโลหะ ประมาณ 400 กรัม มาเทลงในแบบโลหะที่ผ่านการอุ่นให้ความร้อน และรอให้เย็นตัว จะได้ชิ้นงานขนาด 240x36x6 mm. หลังจากนั้นนำชิ้นงานที่ได้มาทำให้หัก และนำมาเปรียบเทียบรอยหักตามรูปข้างล่างนี้

ให้สังเกตที่รอยหัก ว่ารอยหักมีลักษณะเช่นไร และมีสิ่งเจือปน หรือไม่ ยกตัวอย่างตามรูปข้างบน จะพบว่าเกรนมีขนาดละเอียด เนื่องจากมีการเย็นตัวอย่างรวดเร็ว และไม่พบสิ่งเจือปนใดๆ
การทดสอบด้วยวิธีนี้มีการวัดค่า K-mold value ด้วยตามสมการ (2) ข้างล่างนี้
K-mold value
K = S/n (2)
โดยที่
K – จำนวนสิ่งเจือปนที่พบบนรอยหักของชิ้นทดสอบหนึ่งชิ้น (number of inclusions found in one piece of a sample within fracture surface)
S – จำนวนสิ่งเจือปนที่พบบนรอยหัก จากชิ้นทดสอบจำนวน n ชิ้น (total number of inclusions found in n-pieces of the small probe)
n – จำนวนของชิ้นทดสอบ (number of examined samples)
โดยทั่วไป ตัวเลขของ K-mold value แต่ละโรงหล่อจะมีมาตรฐานไม่เหมือนกัน ขึ้นอยู่กับการทดลอง และการตั้งมาตรฐานที่ยอมรับได้ภายในโรงหล่อเอง โดยทั่วไป ตัวเลข K-mold value ยิ่งน้อย จะบ่งบอกถึงความสะอาดของอลูมิเนียมมีมาก
4. อุปกรณ์ทดสอบการหดตัว การกระจายตัวของรูพรุน และความสะอาดของน้ำโลหะ (Tatur test)

Tatur test ถูกพัฒนาโดย A. Tatur เพื่อศึกษาถึงการหดตัวของน้ำโลหะอลูมิเนียมระหว่างที่มีการเย็นตัวลง โดยจะช่วยให้เห็นการหดตัวทั้งแบบมาโคร และไมโคร แต่เนื่องจากวิธีนี้ใช้เวลาในการเตรียมการทดสอบ และการวิเคราะห์เป็นเวลานาน จึงไม่เป็นที่นิยมใช้


5. การทดสอบการไหลตัวของน้ำโลหะอลูมิเนียม (Spiral test)
เป็นการทดสอบการไหลตัว (Fluidity) ของน้ำโลหะอลูมิเนียม ปัจจุบันการทดสอบการไหลตัว จะมีการทดสอบ 2 แบบที่เป็นที่นิยม คือ แบบ (a) Spiral test และแบบ (c) Vacuum or Ragone test (ตามรูปข้างล่าง)
แต่เนื่องจากการไหลตัวของน้ำโลหะอลูมิเนียมมีพารามิเตอร์ที่เกี่ยวข้องเป็นจำนวนมาก ซึ่งการจะควบคุมพารามิเตอร์ทั้งหมดทำได้ยาก จึงทำให้วิธีนี้มีการนำไปใช้งานน้อย

6. เครื่องมือตรวจสอบ และประเมินความสะอาดของน้ำโลหะอลูมิเนียม (PoDFA/ Prefill test)

PoDFA (Porous Disc Filtration Apparatus) และ Prefil เป็นเครื่องมือที่ใช้ในการประเมินความสะอาดของน้ำโลหะอลูมิเนียม โดยเริ่มแรกจะใช้การตรวจสอบโครงสร้างของอลูมิเนียมที่เหลือค้างบนตัวกรอง โดยเริ่มจากการเทน้ำโลหะอลูมิเนียม (ปริมาณ 2 – 4 กิโลกรัม) เทลงในภาชนะด้านบน แล้วใช้แรงดูดที่เกิดขึ้นจากการใช้ปั๊มสูญญากาศด้านล่าง ดูดให้น้ำโลหะอลูมิเนียมไหลผ่านตัวกรองลงไปในภาชนะที่เตรียมไว้ด้านล่าง จะเหลือพวกสิ่งเจือปน (inclusions) ค้างอยู่บนตัวกรอง (filter) แล้วให้กล้องส่องดู และ/ หรือใช้ SEM (Scanning Electron Microscope) ในการวิเคราะห์พวกสิ่งเจือปน และออกไซด์ ซึ่งต้องใช้ผู้เชี่ยวชาญช่วยให้การวิเคราะห์

ปัจจุบัน เครื่องได้ถูกพัฒนาให้สามารถใช้งาน และอ่านค่าได้ง่ายขึ้น โดยใช้การอ่านค่าที่ได้แสดงออกเป็นกราฟ โดยใช้หลักการว่าถ้าน้ำโลหะมีปริมาณสิ่งเจือปนมาก อัตราการไหล (Flow rate) ของน้ำโลหะอลูมิเนียม จะลดลง โดยจะแสดงกราฟความสัมพันธ์ระหว่างปริมาณน้ำโลหะที่ผ่านการกรองต่อเวลาที่ไหลผ่านตัวกรอง ซึ่งกราฟจะเป็นตัวช่วยบ่งชี้ถึงปริมาณสิ่งเจือปน หรือออกไซด์ที่มีอยู่ในอลูมิเนียม โดยหลักการทำงานของเครื่องจะแสดงในรูปข้างล่างนี้

7. เครื่องมือเช็คปริมาณแก๊สไฮโดรเจนแบบเรียลไทม์

เป็นเครื่องมือที่พัฒนาโดยบริษัท Foseco ชื่อว่า “ALSPEK H” ใช้สำหรับวัดปริมาณแก๊สไฮโดรเจนแบบเรียลไทม์ โดยจะใช้การจุ่มหัววัด (probe) ลงไปในน้ำโลหะอลูมิเนียม ทิ้งไว้สักครู่ เครื่องจะอ่านค่าออกมาเป็นตัวเลขปริมาณแก๊สไฮโดรเจน ช่วยในการควบคุมปริมาณแก๊สไฮโดรเจนได้ และรู้ผลเร็ว ปัจจุบันการใช้งานยังไม่แพร่หลาย และหัววัดยังมีราคาแพง
8. เครื่องมือเช็คความสะอาดของน้ำโลหะอลูมิเนียมแบบเรียลไทม์

เป็นเครื่องมือที่พัฒนาโดยบริษัท Foseco ชื่อว่า “ALSPEK MQ” ใช้สำหรับวัดความสะอาดของน้ำโลหะอลูมิเนียม ช่วยวัดปริมาณสิ่งเจือปนได้อย่างรวดเร็ว ปัจจุบันยังอยู่ในช่วงการทดลองใช้งาน
สรุป : เครื่องมือ และอุปกรณ์ที่ใช้ในการควบคุมแก๊ส และความสะอาดในอลูมิเนียมอัลลอยด์ มีหลายแบบตามที่กล่าวข้างต้น การเลือกใช้งานขึ้นอยู่กับความต้องการคุณภาพของชิ้นงานที่ต้องการหล่อ เครื่องมือ และอุปกรณ์บางตัวมีราคาค่อนข้างสูง ดังนั้นควรจะต้องพิจารณาเลือกใช้งานให้เหมาะสมกับงานที่ทำ
สำหรับโรงหล่อ หรือช่างหล่อ ที่มีงบประมาณจำกัดทางเราแนะนำ เครื่องมือ และอุปกรณ์ จำนวน 2 รายการ ข้างล่างนี้ ซึ่งเป็นเครื่องมือ และอุปกรณ์ ที่สามารถผลิตขึ้นใช้งานเองได้
- เครื่องดูดแก๊สแบบสูญญากาศ (Vacuum test machine or Reduced pressure test)
- อุปกรณ์ทดสอบความสะอาดของน้ำโลหะ แบบเคโมลด์ ( K-mold test)
การป้องกัน และกำจัดอลูมิเนียมออกไซด์ (Dross elimination)
จากที่เราทราบว่าอลูมิเนียมออกไซด์มีความถ่วงจำเพาะใกล้เคียงกับอลูมิเนียมหลอมเหลวมาก ทำให้อลูมิเนียมออกไซด์สามารถลอยปะปนไปกับนํ้าโลหะอลูมิเนียมได้ง่าย ในขณะที่เทน้ำโลหะอลูมิเนียมหลอมเหลวลงแบบหล่อ จะส่งผลทำให้งานหล่อมีคุณภาพตํ่า คือ มีผิวไม่เรียบ และความต้านทานแรงดึงตํ่า ดังนั้นเราควรควบคุมไม่ให้เกิดอลูมิเนียมออกไซด์ หรือทำให้มีให้น้อยที่สุด
ปกติอลูมิเนียมสามารถรวมตัวกับออกซิเจนได้ง่ายมาก แต่ออกไซด์ของอลูมิเนียมจะมีความแน่นทึบมาก ไม่ยอมให้ออกซิเจนแทรกซึมผ่านเข้าไปทำปฏิกิริยากับอลูมิเนียมใต้ผิวของออกไซด์ได้ ดังนั้น อลูมิเนียมออกไซด์ที่เกิดบริเวณผิวหน้าจะทำหน้าที่เป็นฟิล์มป้องกันการเกิดออกไซด์ได้เป็นอย่างดี ถ้าเราทำการหลอมโลหะอลูมิเนียมด้วยวิธีธรรมดา การป้องกันการเกิดออกไซด์ทำได้โดยจะต้องไม่แตะต้องหรือกวนโลหะหลอมเหลว ทำให้ฟิล์มของอลูมิเนียมออกไซด์ถูกทำลาย การเกิดออกไซด์ หรือการเกิดออกซิเดชั่นก็จะมีน้อย แต่เพื่อให้ การป้องกันมีประสิทธิภาพมากชึ้น เราจะใช้ฟลักซ์ (Flux) เข้าช่วย ซึ่งฟลักซ์ที่ใช้มี 3 ประเภท คือ
- ฟลักซ์ปิดคลุมผิวหน้า (Covering fluxes) ทำหน้าที่ปกคลุมผิวหน้าของโลหะอลูมิเนียมหลอมเหลว ไว้ เป็นการป้องกันไม่ให้เกิดออกไซด์ และการละลายของแก๊สไฮโดรเจน ฟลักซ์ชนิดนี้จะต้องมีจุดหลอมตัวตํ่ากว่า จุดหลอมตัวของอลูมิเนียม และมีความถ่วงจำเพาะตํ่ากว่าด้วย ได้แก่ ฟลักซ์ที่มีส่วนผสมของเกลือของโซเดียม และโปแตสเซียม
- ฟลักซ์ทำความสะอาด (Cleaning fluxes) ทำหน้าที่ช่วยให้ออกไซด์ และสิ่งเจือปนอื่น (Suspended particles) แยกตัวออกจากอลูมิเนียมออกไซด์ ทำให้สามารถกำจัดออกไซด์ และกวาดสแลกออกได้ง่าย ฟลักซ์ชนิดนี้ประกอบด้วยเกลือของโซเดียม และโปแตสเซียม และมีส่วนผสมฟลูออไรด์ของโซเดียมเข้าไปด้วย
- ฟลักซ์ลดการสูญเสียอลูมิเนียมที่ติดไปกับออกไซด์ (Drossing off fluxes) เป็นฟลักซ์ที่ทำหน้าที่ ลดการสูญเสียอลูมิเนียมไปกับดรอส ถ้าไม่ใช้ฟลักซ์ประเภทนี้ ดรอสที่ได้จะมีปริมาณอลูมิเนียมติดไปกับดรอสมาก หรือมักนิยมเรียกว่าดรอสเปียก โดยฟลักซ์ชนิดนี้จะทำให้ปฏิกิริยาเกิดความร้อน (Exothermic reaction) ช่วยให้ดรอสแห้ง ลดการสูญเสียโลหะอลูมิเนียมที่ติดไปกับดรอส
ข้อควรระวังในการใช้ฟลักซ์ : เนื่องจากฟลั๊กซ์มีส่วนผสมของเกลือเป็นหลัก ดังนั้นจะดูดความชื้นจากอากาศได้ง่าย ควรดูแลเรื่องการเก็บรักษา ไม่เช่นนั้นจะเป็นสาเหตุให้เกิดปัญหาแก๊ส (Gas defect) ในชิ้นงานได้

รูปแสดง การใชฟลักซ์ก็มีส่วนช่วยให้ปริมาณแก๊สไฮโดรเจนลดลงด้วยเช่นกัน ตามรูปข้างบน
การกรองน้ำโลหะอลูมิเนียมอัลลอยด์ (Filtration of aluminium alloys)
การกรองน้ำโลหะช่วยลดพวกสิ่งเจือปนที่ไม่พึงประสงค์ ซึ่งสิ่งเจือปนจะส่งผลต่อคุณสมบัติทางกลของชิ้นงาน รวมถึงลดอายุการใช้งาน และส่งผลต่อคุณภาพของผิวชิ้นงานด้วย
ส่วนใหญ่ในงานหล่ออลูมิเนียมโดยเฉพาะเกรดที่มีแม็กนีเซียมจะพบปัญหาสิ่งเจือปนค่อนข้างมาก โดยทั่วไปจะพบอยู่ 3 ชนิดด้วยกัน
- ฟิล์มออกไซด์ ที่เกิดอยู่บนผิวหน้าของน้ำโลหะ ซึ่งมีโอกาสที่จะเข้าไปในแบบหล่อ
- ออกไซด์ที่พบในน้ำโลหะ หรือพวกที่ไม่ใช่โลหะ เช่น ไนไตร์ด, คาร์ไบด์ และบอไรด์
- สิ่งเจือปนที่เกิดจากการทำปฎิกิริยาเคมีระหว่างอลูมิเนียม และอัลลอยด์ที่เติมเข้าไป หรือระหว่างออกซิเจน และธาตุผสมอื่นๆ
ชนิดของตัวกรองน้ำโลหะ (Filters) จะมี 2 ชนิดหลักๆ คือ
1. ตัวกรองน้ำโลหะขนาดรูใหญ่ ซึ่งจะใช้สำหรับกรองน้ำโลหะที่ถ่ายจากเตาลงเบ้าเท หรือใช้กับโรงหล่อที่ผลิตแท่งบิลเลต หรืออินก็อต
2. ตัวกรองน้ำโลหะขนาดรูละเอียด ซึ่งจะใช้วางในแบบก่อนเทน้ำโลหะลงแบบหล่อ เช่น Steel gauze and Steel wool, Refractory cloths, Ceramic strainer-cores, Cellular ceramics และ Ceramic foam filters

ขั้นที่ 3. การปรับปรุงคุณสมบัติของโลหะอลูมิเนียมขั้นสุดท้ายก่อนเทลงแบบหล่อ (Grain refinement or Grain modification)
อลูมิเนียมเป็นโลหะที่มีช่วงในการแข็งตัวกว้าง (Long freezing range) จึงมักจะให้เกรนที่มีขนาดโต ทำให้เสียคุณสมบัติเชิงกล โดยเฉพาะตามบริเวณชิ้นงานที่มีความหนามากๆ ยิ่งแบบหล่อทำด้วยทรายยิ่งจะได้ขนาดของเกรนโตมากยิ่งขึ้น ดังนั้นจึงควรปรับปรุงคุณสมบัติขั้นสุดท้ายก่อนเทลงแบบ เพื่อแก้ไขให้โลหะอลูมิเนียมที่ได้มีขนาดเกรนที่เล็ก และสมํ่าเสมอ (Equiaxed) การปรับปรุงดังกล่าวมีหลักการที่สำคัญ 2 ประการ คือ
1. การทำให้เย็นอย่างรวดเร็ว (Rapid cooling rate) เป็นการลดช่วงของการเกิดการแข็งตัวให้สั้นที่สุด เพื่อไม่ให้โอกาสเกรนที่เกิดขึ้นมีการขยายตัว วิธีนี้ใช้ได้ดีกับการหล่อในแบบหล่อที่เป็นโลหะ (Permanent mold) เช่น การหล่อแบบใช้แรงดันสูง (High Pressure die casting), การหล่อแบบใช้แรงดันต่ำ Low Pressure die casting) และการเทลงแบบหล่อที่เป็นโลหะ (Gravity die casting)


2. การผสมโลหะช่วยลดขนาดของเกรน และปรับปรุงโครงสร้างให้ละเอียดขึ้น (Grain refinement and Modification) ซึ่งจะไม่ทำให้ส่วนผสมของโลหะ อลูมิเนียมเปลี่ยนแปลงไป การผสมโลหะประเภทนี้จะกระทำก่อนการเทลงแบบเล็กน้อย
โลหะผสมหรือสารช่วยลดขนาดเกรน (Grain refiner) ที่ใช้กันทั่วๆไปจะมีทั้งที่อยู่ในรูปของฟลักซ์เช่น โปเเตสเซียม ไทเทเนียมฟลูออกไรด์ (K2TiF6) และโปเเตสเซียมโบโรฟลูออกไรด์ (KBF) เมื่อผสมลงไปใน อลูมิเนียมหลอมเหลวจะเกิดปฏิกิริยาแยกตัวออก และจะให้ไทเทเนียมโบไรด์ในที่สุด แล้วยังมีใช้ธาตุโลหะผสมที่เป็น Grain refiner เช่น อลูมิเนียมไทเทเนียม, อลูมิเนียมโบรอน, หรืออลูมิเนียม-ไทเทเนียม-โบรอน ซึ่งจะมีไทเทเนียมไม่เกิน 5 % และมีโบรอนไม่เกิน 2.5 % (นิยมใช้ Ti 5% : B 1%) ซึ่งไทเทเนียม และ/หรือโบรอน จะรวมตัวกันให้ สารประกอบเช่น ไทเทเนียมโบไรด์ หรือสารประกอบเชิงโลหะ (Intermetallic) อื่นๆ สารประกอบเหล่านี้จะ อยู่ในสภาพของแข็งแขวนลอยอยู่ในโลหะอลูมิเนียมหลอมเหลว ซึ่งจะทำหน้าที่ให้ก่าเนิดนิวเคลียสเทียม (Heterogeneous neucleus) แก่โลหะอลูมิเนียม ทำให้ได้เกรนที่เล็กละเอียดและสมํ่าเสมอ
ส่วนการทำเกรนโมดิฟายน์ของโครงสร้างยูเทคติค (Modification) จะนิยมใช้โลหะโซเดียม (Na) หรือ สตรอนเที่ยม (Sr)
การปรับปรุงเกรนของอลูมิเนียม จะขึ้นอยู่กับเกรดของอลูมิเนียมด้วย
การหล่ออลูมิเนียม-ซิลิคอน อัลลอยด์ (Aluminium-Silicon Alloys Casting)
อลูมิเนียม-ซิลิคอน อัลลอยด์ (Aluminium-Silicon Alloys) เป็นเกรดที่เราพบในท้องตลาดมากที่สุด โดยปริมาณของซิลิคอนจะเป็นตัวบ่งบอกถึงพฤติกรรมการเย็นตัว และโครงสร้างของชิ้นงาน สามารถศึกษาคุณสมบัติดังกล่าวได้จากเฟสไดอแกรมของอลูมิเนียม-ซิลิคอน (Aluminium – Silicon Phase Diagram) ตามรูปภาพข้างล่างนี้


กรณีที่เป็นอลูมิเนียม-ซิลิคอนเกรดไฮโปยูเทคติค (Hypoeutectic Al-Si alloys) มีปริมาณซิลิคอนน้อยกว่า 12% เราจะพบว่าโครงสร้างของชิ้นงานจะประกอบด้วย ไพมารีอลูมิเนียม (Primary Aluminium) และโครงสร้างยูเทคติค (Eutectic) ดังนั้นอลูมิเนียมเกรดไฮโปยูเทคติค มีความจำเป็นต้องปรับปรุงขนาดเกรนของไพมารีอลูมิเนียม (Primary Aluminium) ด้วยการทำเกรนรีไฟน์ (Grain refinement) ด้วยการเติม อลูมิเนียม-ไทเทเนียม-โบรอน (Al-5Ti-1B)


เรามาดูกราฟแสดงการเย็นตัวของอลูมิเนียมฺ-ซิลิคอน (Thermal Analysis of Solidifying Al-Si Alloy) ที่ยังไม่ทำเกรนรีไฟน์ (Not grain refined) และที่ผ่านการทำเกรนรีไฟน์แล้ว (Grain refined) จะมีการเย็นตัวที่แตกต่างกันตามรูปข้างล่างนี้

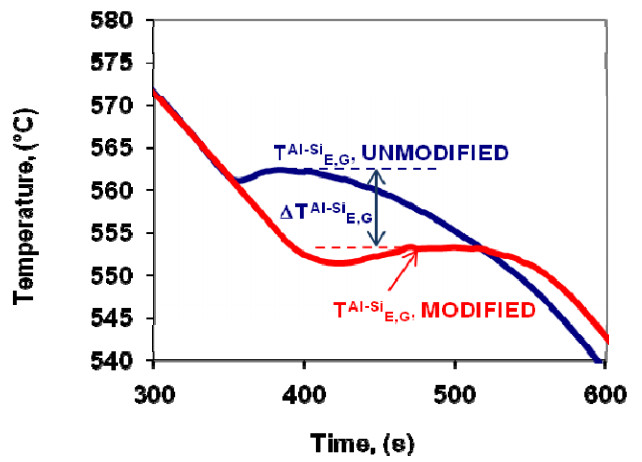
กรณีที่เป็นอลูมิเนียม-ซิลิคอนเกรดยูเทคติค (Eutectic Al-Si Alloys) คือมีปริมาณซิลิคอน 12 – 13% เราจะพบว่าโครงสร้างของชิ้นงานจะเป็นโครงสร้างยูเทคติค (Eutectic) เราจะใช้ โลหะโซเดียม (Na) หรือ สตรอนเที่ยม (Sr) เป็นตัวทำโมดิฟายน์ (modification) ตัวโครงสร้างยูเทคติดให้ละเอียดมากขึ้น เพื่อให้คุณสมบัติทางกลดีขึ้น


เรามาดูกราฟแสดงการเย็นตัวของอลูมิเนียมฺ-ซิลิคอน (Thermal Analysis of Solidifying Al-Si Alloy) ที่ยังไม่ทำการโมดิฟายด์เกรน (Not Modified) และที่ผ่านการทำโมดิฟายด์เกรนแล้ว (Grain modified) จะมีการเย็นตัวที่แตกต่างกันตามรูปข้างล่างนี้

เนื่องจากการทำเกรนโมดิฟายน์ (Modification) จะนิยมใช้โลหะโซเดียม (Na) หรือ สตรอนเที่ยม (Sr) ซึ่งทาง 2 ตัวจะมีความแตกต่างในการใช้งาน ดังนี้
โลหะโซเดียม (Na, Sodium Metal)
ข้อดี (Advantage)
- จะให้ประสิทธิภาพการโมดิฟายน์ที่ดีกว่าสตรอนเที่ยม (Sr) โดยการเย็นตัวของเกรนจะเป็นแบบ planar (Planar growth solidification)
ข้อด้อย (Disadvantage)
- เมื่อเติมโลหะโซเดียม (Na Metal) ลงไปในน้ำโลหะ จะเกิดปฏิกิรฺยาแรง และมีควันเกิดขึ้นมาก (High fume)
- เกิดการเสื่อมสภาพของการทำโมดิฟายน์เร็ว เนื่องจากการกลายเป็นไอได้ง่าย (Fade by evaporation) ทำให้ต้องหมั่นเติม
สตรอนเที่ยม (Sr, Strontium)
ข้อดี (Advantage)
- การเสื่อมสภาพของการทำโมดิฟายน์ช้าแทบจะไม่เสื่อมเลย ทำให้ควบคุมค่าเคมีได้ง่าย
- ไม่มีควันเกิดขึ้นหลังเติม (No fume) ทำให้ไม่มีปัญหาสิ่งแวดล้อม
ข้อด้อย (Disadvantage)
- เกิดปัญหาการดูดซึมของแก๊สไฮโดรเจนจากความชื้นที่อยู่โดยรอบ
- การเย็นตัวเป็นแบบเซลลูล่าร์ (Cellular growth solidification) ไม่เป็น planar เหมือนโซเดียม



กรณีที่เป็นอลูมิเนียม-ซิลิคอนเกรดไฮเปอร์ยูเทคติค (Hypereutectic Al-Si Alloys) เราจะพบว่าโครงสร้างของชิ้นงานจะประกอบด้วย ไพมารีซิลิคอน (Primary Silicon) และโครงสร้างยูเทคติค (Eutectic) เราต้องใช้ Al-P หรือ CuP เป็นตัวเกรนรีไฟน์ (Grain refinement) โครงสร้าง ไพมารีซิลิคอน (Primary Silicon) และใช้โลหะโซเดียม (Na) หรือ สตรอนเที่ยม (Sr) เป็นตัวทำโมดิฟายน์ (modification) โครงสร้างยูเทคติค (Eutectic)

หลังจากที่เราการปรับปรุงคุณสมบัติของโลหะอลูมิเนียมขั้นสุดท้ายก่อนเทลงแบบหล่อ เรียบร้อยแล้ว ชิ้นงานหล่อบางเกรดยังไม่สามารถใช้งานได้เลย ยังต้องนำชิ้นงานไปผ่านขั้นตอนการอบชุบ (Heat treatment) อีก เพื่อปรับปรุงให้ชิ้นงานสามารถรับแรงได้สูงขึ้น มีความแข็งแรงมากขึ้น


จะเห็นได้ว่าการผลิตชิ้นงานอลูมิเนียมจะมีขั้นตอนการปฏิบัติงานหลายขั้นตอนกว่าจะได้ชิ้นงานที่มีคุณภาพ เราหวังว่าบทความนี้จะช่วยให้ทุกท่านได้เข้าใจ และนำความรู้ที่ได้ ไปประยุต์ใช้ในการผลิตชิ้นงานหล่อให้มีคุณภาพต่อไป